お電話からのお見積もり・お問い合わせ
0798-26-3606エバーロイの超硬加工技術
穴径φ0.15㎜、内径面粗さRa0.04 細穴加工・磨き加工事例
加工内容
細穴放電加工、WE放電加工、磨き加工
加工形状
φ0.15×5㎜
内径面粗さRa0.04
加工設備
細穴放電加工機(Sodick K3BL)
ワイヤ放電加工機(Sodick AP450L)
流体研磨機(Extrude HoneEX800)
加工材種
G2
※当加工はSS以外の全ての材質で対応可能
お客様の課題・要望
お客様より、細孔加工の依頼があり、対応した事例です。お客様からは以下のご要望がございました。
・φ0.15×5mmの加工形状で、内径面粗度はRa0.05以下を満たすこと
・耐摩耗性・耐凝着性が高く、かつ低コストな超硬素材を選定すること
加工自体の難易度が高いことに加え、超硬合金の加工ノウハウが必須となることから、対応できるメーカーが少なく、当社にお声かけ頂きました。
加工内容
お客様の求める機械的性質や製品仕様をヒヤリングさせて頂き、汎用性の高い超硬素材でご要望の耐摩耗性や耐凝着性を満たすことができる材種G2をご提案させて頂き、加工に移りました。今回の加工内容は、細穴放電加工、WE放電加工、磨き加工となりますが、要求仕様が非常に厳しく以下の点に注意する必要がありました。
・細穴放電加工の際、電極がぶれやすく、電圧やスピード、回転数の最適な設定が必要になる点。
・WE加工後の面粗さによって仕上がりが変わるため、精度と面粗さを両立させるWE加工条件が必要である点。
・内径面粗度Ra0.05以下の実現が必要でしたが、一般的な内径磨きでは真円度の維持が難しい点。
細穴放電加工やWE放電加工における最適な条件については、これまで培ってきた材種G2や類似材種・形状の加工データをもとに設定・試作を繰り返し最適条件を見極めました。
さらに、従来の内径磨き手法ではなく、流体研磨機を用いて内径研磨を行うことで真円度と面粗度の向上を目指しました。
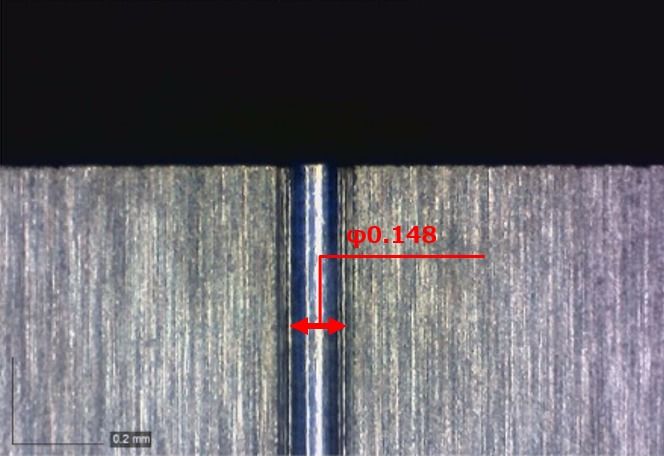
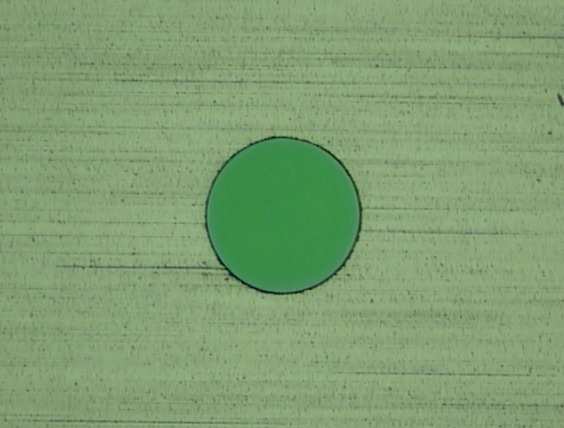
試作加工を繰り返し、穴径φ0.148~0.151mm、内径面粗さ:Ra0.03~0.04mm、真円度:0.001mmを実現でき、要求仕様を満たすことができました。本生産に移った後は、ビデオ測定顕微鏡、輪郭形状測定器を使用し、穴径と真円度、面粗さ(拡大観察による状態確認)の検査を行ったのち、納入させて頂きました。
加工結果・当社のサービス
従来、当事例のお客様は、超硬合金の微細加工に対応できるサプライヤーとお付き合いがなく、大変お困りでした。今回、ご要望の形状である、φ0.15×5㎜、内径面粗度Ra0.04の細孔加工を実現できたことに非常に満足頂き、継続的に超硬合金の微細加工のご依頼を頂戴しております。
超硬素材・超硬加工ソリューションナビでは、超硬合金の微細加工・細孔加工に強みを持ちます。超硬合金の微細加工は、これまでの加工データをもとにし、試作加工を繰り返して最適条件を見極める必要があり、加工ノウハウが必須となります。超硬素材の提供を行う当社は、素材の特性を考慮した微細加工により、皆様のご要望にお応えしてまいります。超硬合金の微細加工について、お悩みをお持ちの皆様、お気軽に当社に御相談ください。
エバーロイの超硬加工事例
超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
0798-26-3606お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら