お電話からのお見積もり・お問い合わせ
06-6452-2271エバーロイの超硬加工技術
溝形状W0.070㎜ 微細櫛刃加工事例
加工内容
成形研削加工
加工形状
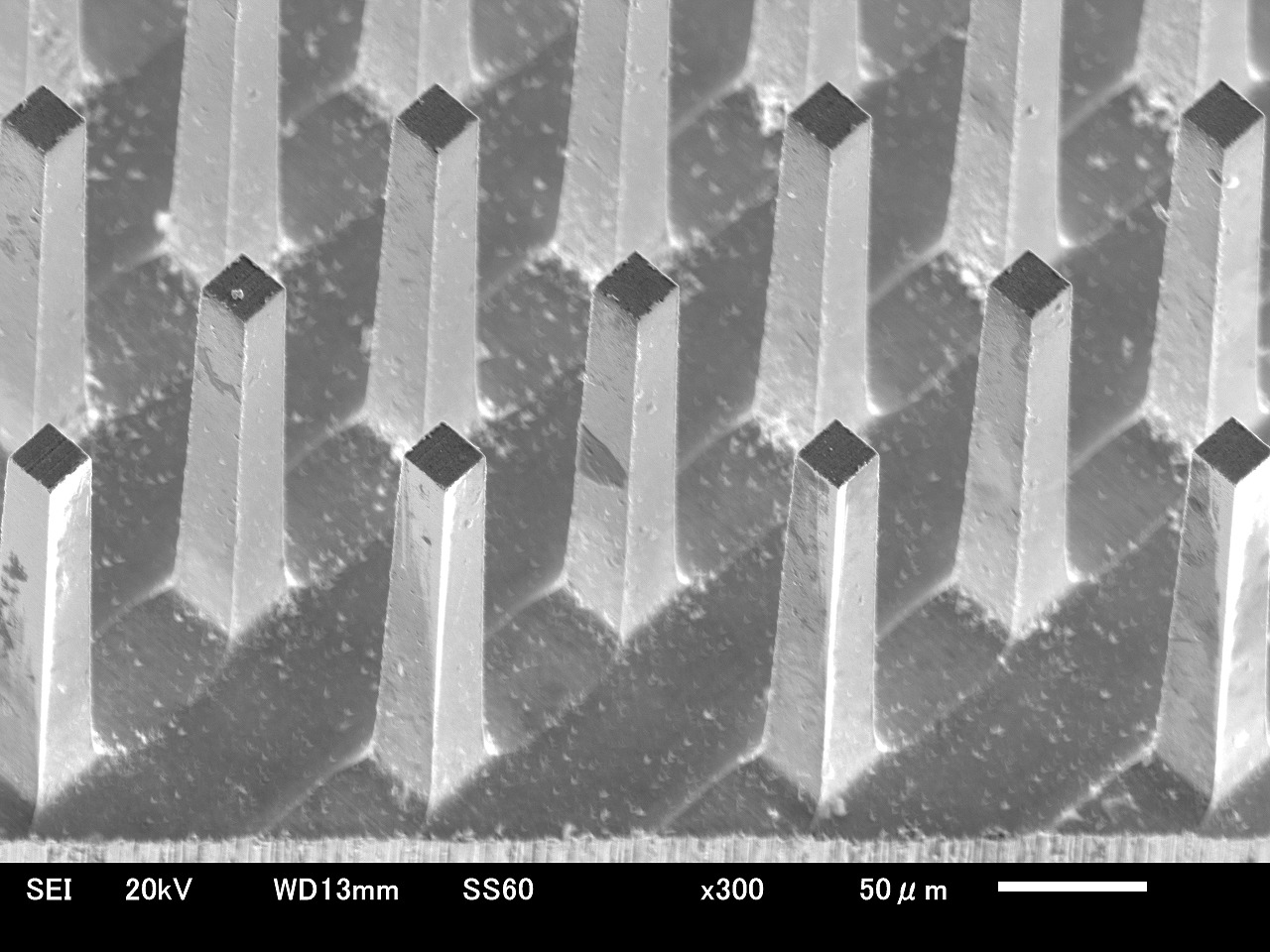
溝形状 W0.070㎜
櫛刃形状 □0.020㎜
深さ(高さ) h0.2㎜
加工設備
超精密ハイレシプロ成形研削盤(ナガセインテグレックス SHS-20)
加工材種
EF01
お客様の課題・要望
お客様より、微細櫛刃加工のご依頼があり、対応した事例です。お客様からは以下のご要望がありました。
・溝形状W0.070㎜、櫛刃形状□0.020㎜、深さ(高さ)h0.2㎜を満たすこと
・従来使用していた材種と同等の当社材超硬合金を選定すること
ご要望の形状が非常に厳しいことに加え、超硬合金の加工であったため、対応できるメーカーが少なく、お客様は大変お困りでした。そこで、超硬合金の豊富な加工実績・加工ノウハウを持つ当社にご相談いただきました。
加工内容
従来使用していた材種のヒアリングを行い、相当品となる当社材種EF01をご提案し、加工に移りました。当事例の加工内容は、成形研削加工となりますが、溝形状W0.070㎜、櫛刃形状□0.020㎜、深さ(高さ)h0.2㎜と要求精度が非常に高いため、以下の点に注意する必要がありました。
・高精度な微細溝加工の為、最適な加工機及び砥石の選定が必要になる点
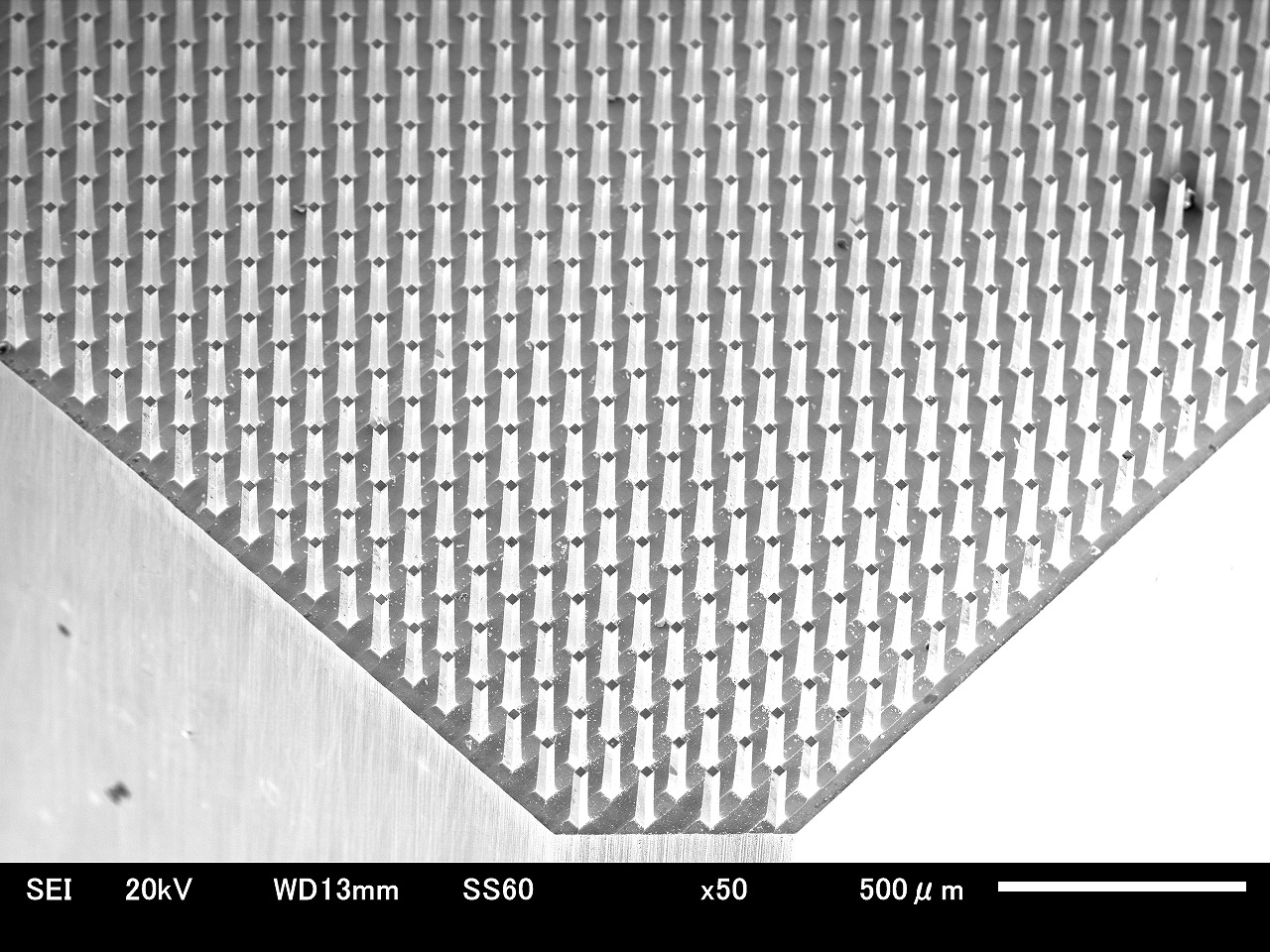
・砥石形状を加工形状が得られる形状に成形し、12,000本以上の櫛刃を加工するため加工中も精度を維持しなければならない点
・櫛刃が□0.02㎜であるため折れやすい点
加工機は社内で高精度製品に使用している超精密ハイレシプロ成形研削盤(ナガセインテグレックス SHS-20)を選定しました。また、図面の溝形状と加工形状の寸法差を最小にするため、事前に加工形状確認と砥石のドレッシング、軸調整を繰り返し行い、砥石形状及び加工条件の最適化を図りました。さらに、形状の変化や櫛刃の折損がないように、加工負荷を考慮した加工条件設定のほか、加工後のハンドリングや清掃にも気を配りました。
その結果、お客様のご要望であった溝形状 W0.062~0.069㎜、櫛刃形状 □0.021~0.029㎜、深さ(高さ) h0.2㎜の製品を製作することができました。
加工結果・当社のサービス
当事例は、前述した通り加工難易度の高さから対応できるメーカー少なく、お客様は大変お困りでしたが、当社にてお客様のご要望通りの加工を行うことができました。また、製品の品質はもちろん、短納期で対応した当社の対応力を大変評価いただき、継続的に超硬合金の加工依頼を頂戴しております。
超硬素材・超硬加工ソリューションナビでは、超硬合金の微細櫛刃加工だけでなく、細穴加工や薄板加工も得意としております。超硬合金の加工は、他素材とは違った特性があるため、加工ノウハウが必須となります。当社は長年、超硬製品の加工を行ってきた技術と実績がごございます。超硬合金に関するお悩みをお持ちの皆様お気軽に当社にご相談ください。
エバーロイの超硬加工事例




超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
06-6452-2271お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら