お電話からのお見積もり・お問い合わせ
06-6452-2271エバーロイの超硬加工技術
溝形状W0.070㎜ 微細櫛刃加工事例
加工内容
成形研削加工
加工形状
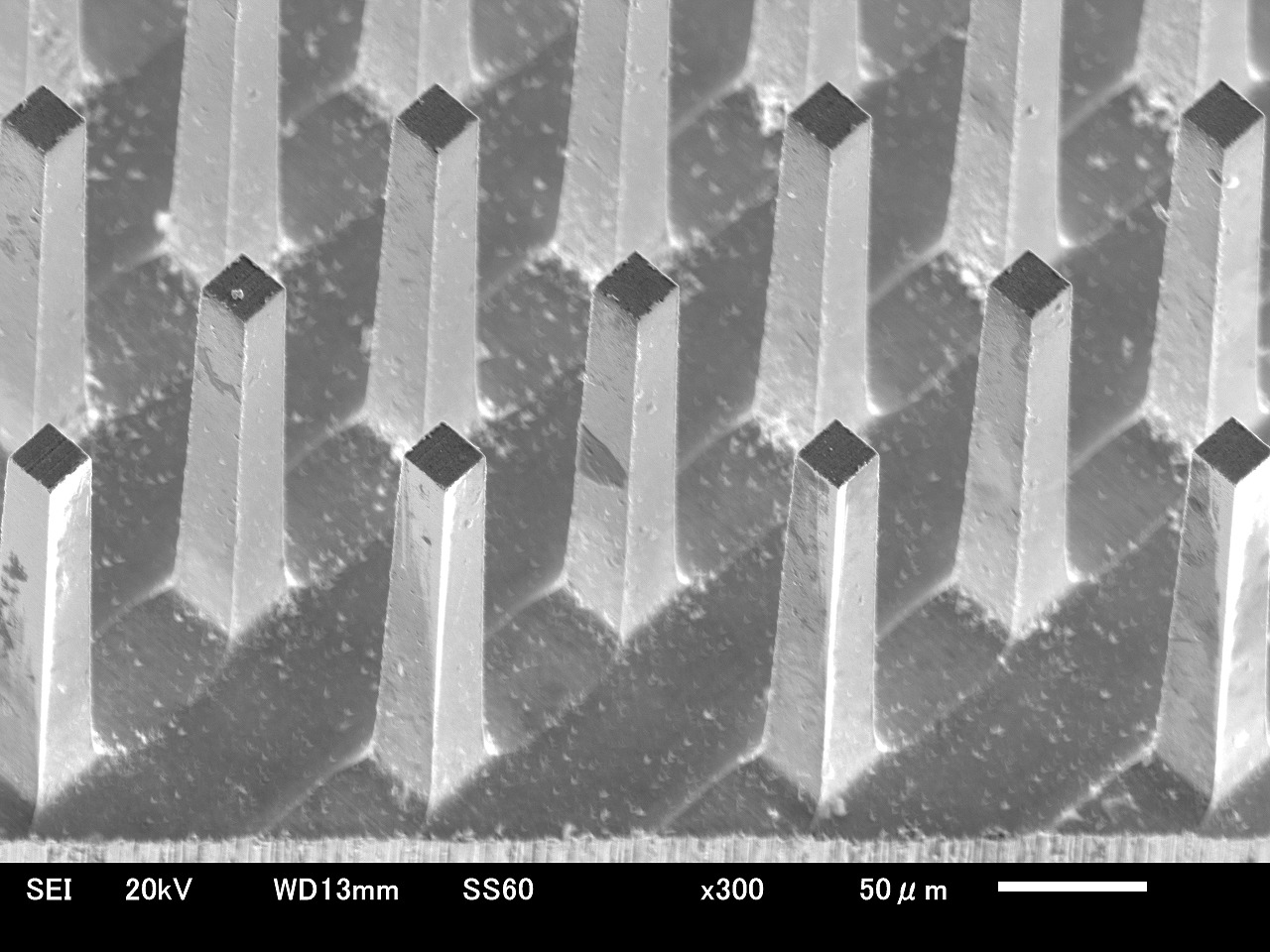
溝形状 W0.070㎜
櫛刃形状 □0.020㎜
深さ(高さ) h0.2㎜
加工設備
超精密ハイレシプロ成形研削盤
(ナガセインテグレックス SHS-20)
加工材種
EF01
お客様の課題・要望
お客様より微細櫛刃加工のご依頼があり対応した事例です。お客様からは以下のご要望がありました。
・溝形状W0.070㎜、櫛刃形状□0.020㎜、深さ(高さ)h0.2㎜を満たすこと
・従来使用していた材種と同等の当社材超硬合金を選定すること
ご要望の形状が非常に厳しいことに加え、超硬合金の加工であったため対応できるメーカーが少なく、お客様は大変お困りでした。そこで、超硬合金の豊富な加工実績・加工ノウハウを持つ当社にご相談いただきました。
加工内容
お客様から超硬合金微細櫛刃加工のご依頼を受け、まずは従来材種の綿密なヒアリングをおこない、当社の高性能超硬合金EF01を最適材種として選定しました。加工は成形研削加工にて対応しましたが、溝形状W0.070㎜、櫛刃形状□0.020㎜、深さh0.2㎜という、極めて厳しい精度要求に対し、以下の技術的課題が顕在化しました。
・超微細部に適した最適加工機・砥石の選定と精度維持
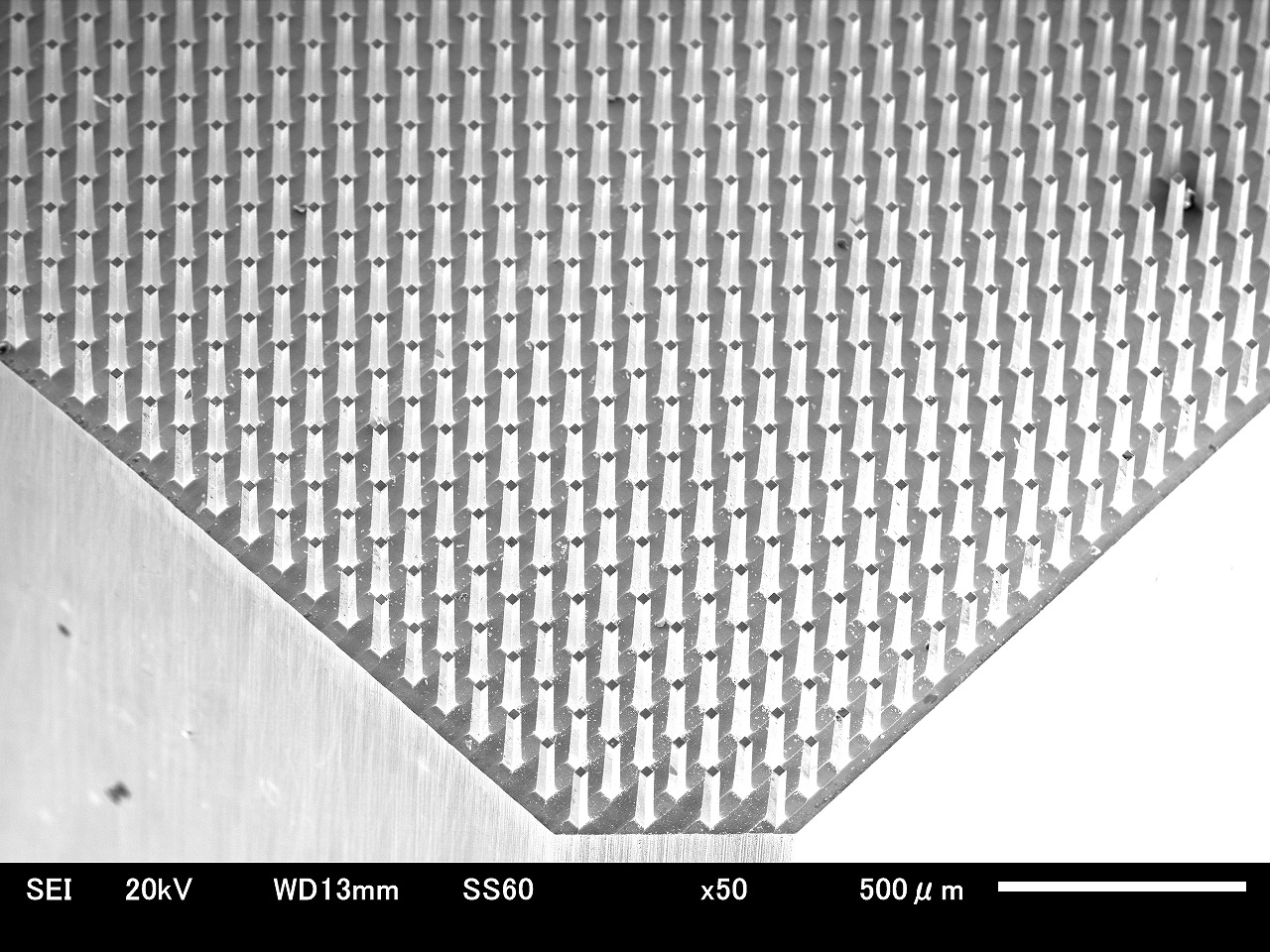
・12,000本以上の櫛刃加工における、加工中の砥石形状の安定化と精度保持
・□0.02㎜という繊細な櫛刃の折損リスクへの対応
これらの困難を乗り越えるため、当社が保有する最先端設備である【超精密ハイレシプロ成形研削盤(ナガセインテグレックス SHS-20)】を投入。図面と実加工の寸法差を最小化するため、砥石のドレッシングや軸調整、そして加工形状確認を徹底的に繰り返し、砥石形状と加工条件の最適化を徹底的に図りました。
さらに、加工負荷を極限まで抑える条件設定を施し、微細な櫛刃の折損や形状変化を防止。加工後のハンドリングや清掃作業に至るまで、製品の品質を損なわないよう細心の注意を払いました。
その結果、お客様のご要望を満たすことができ、高精度な微細櫛刃加工品を実現することができました。
加工結果・当社のサービス
今回、高度な微細櫛刃加工でお客様が直面されていた課題に対し、当社は期待を上回る形で応えることができました。その結果、製品の高精度な品質に加え、短納期での対応力も高く評価され、現在では超硬合金加工の継続的なパートナーとして、厚い信頼をお寄せいただいております。
超硬素材・超硬加工ソリューションナビでは、微細櫛刃加工はもちろんのこと、細穴加工、薄板加工など、超硬合金の多様な難加工に対応可能です。超硬合金特有の難しさには、長年の経験から培われた専門ノウハウが不可欠です。
当社は、長きにわたり超硬製品の加工に携わり、お客様の「困った」を「できる」に変える技術と実績を積み重ねてきました。超硬合金の加工でお悩みでしたら、どんなに困難なご依頼でも、まずは一度ご相談ください。貴社の課題解決に全力を尽くします。
エバーロイの超硬加工事例




超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
06-6452-2271お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら