お電話からのお見積もり・お問い合わせ
06-6452-2271エバーロイの超硬加工技術
深さ10㎜ 細穴加工事例
加工内容
細穴放電加工
加工形状
φ0.10×5㎜
φ0.13×10㎜
加工設備
細穴放電加工機(Sodick K3BL)
加工材種
G2
※当加工はSS種以外の全ての材質で対応可能
お客様の課題・要望
お客様からご依頼いただいたのは、超硬合金への「φ0.10×5mm、φ0.13×10mm」という極限の細穴加工でした。径に対して圧倒的な深さを持つこの加工は、その超高難度ゆえに他社では対応を断念されていました。
そこで、超硬合金の細穴加工で圧倒的な実績とノウハウを持つ当社にお声掛けくださいました。
加工内容
お客様のご要望に応え、当社では最適な超硬材種G2を選定いたしました。
ただし「φ0.10×5mm」と「φ0.13×10mm」という、径に対し圧倒的に深い極限の細穴加工には、以下の大きな課題がありました。
・穴深部の「太鼓状の膨らみ」抑制
・高精度を満たす最適条件の確立
この難問に対し、当社は長年培ったノウハウと技術力で課題解決に挑みました。加工条件(電流・電圧、電極、液循環など)を厳密に管理し、自社での緻密な断面検査で穴内部形状の品質を確保。穴深部の膨らみを極限まで抑制しました。また、豊富な加工データと徹底した条件検証(電極径、加工方向など)により、お客様の要求を満たす最良の加工条件を特定していきました。
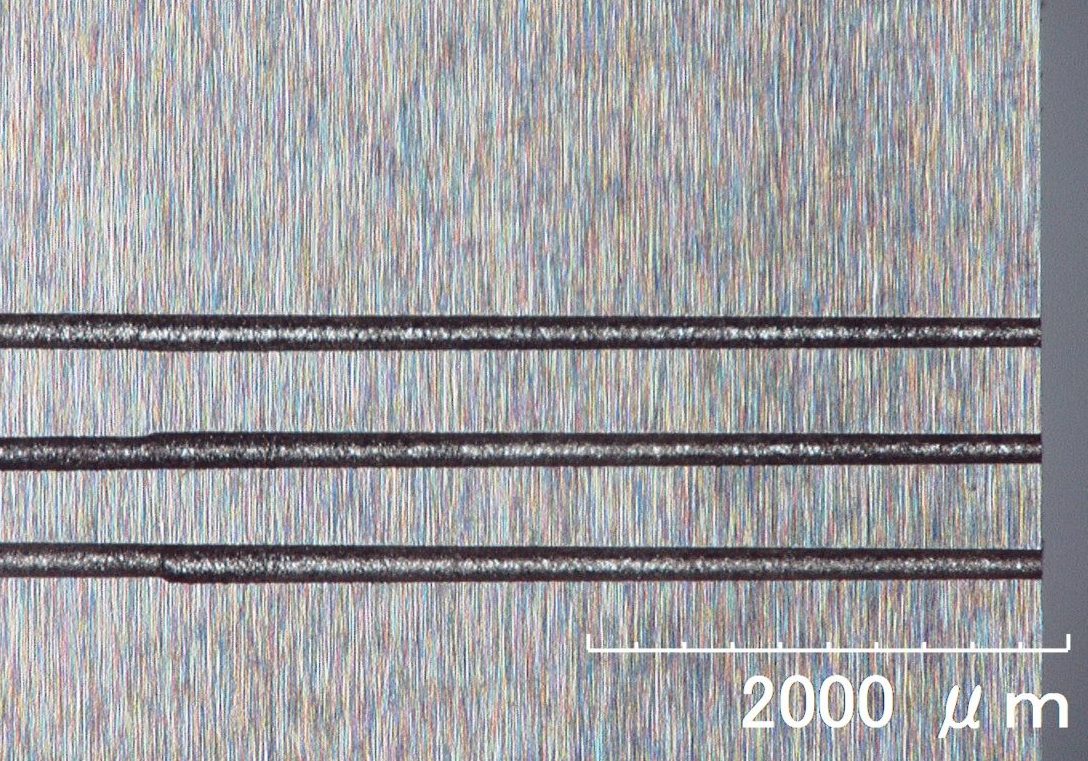
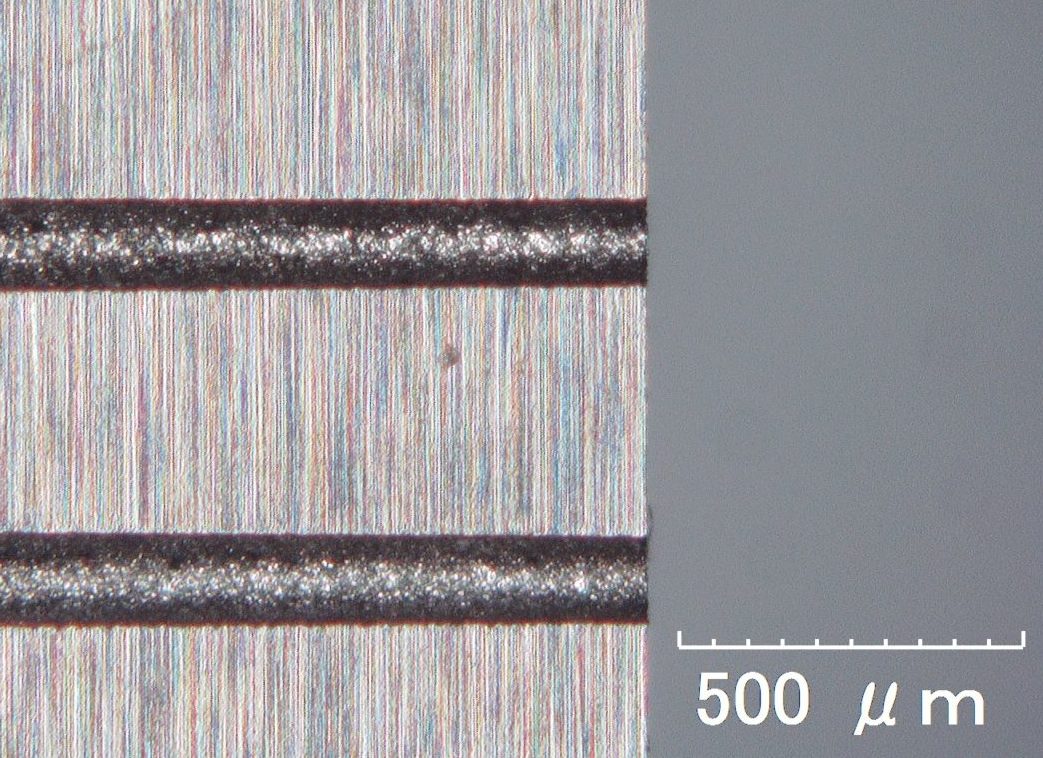
そして度重なる試作の結果、お客様のご要望通り以下の超高精度加工を実現いたしました。
【φ0.10 × 5mm】
穴径(両端部):φ0.104mm
穴径(中央部):φ0.186mm
真円度:0.002~0.005mm
【φ0.13 × 10mm】
穴径(両端面):φ0.131mm
穴径(中央部):φ0.195mm
真円度:0.002~0.005mm
このように他社が困難とした超硬合金の極限細穴加工において、当社の卓越した技術力と問題解決能力を証明する事例とすることができました。
加工結果・当社のサービス
本事例は、加工深さが非常に長く、当社の細穴加工技術の真骨頂を示すものでした。この極めて高い難易度をクリアし、お客様のご要望通りに製品を製作できたことで、技術力と対応力、双方で高い評価をいただき、超硬合金加工の継続的なパートナーとして厚い信頼をお寄せいただいております。
超硬素材・超硬加工ソリューションナビは、高精度な微細・細穴加工に圧倒的な強みを持ちます。超硬素材を知り尽くした当社だからこそ、これまでの豊富な加工データと試作で培ったノウハウを駆使し、素材特性を最大限に活かした最適解を導き出します。
当事例のような長尺・深穴加工をはじめ、「他社で断られた」超硬合金の微細加工も、諦める前にぜひ一度、当社にご相談ください。
エバーロイの超硬加工事例




超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
06-6452-2271お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら