お電話からのお見積もり・お問い合わせ
06-6452-2271エバーロイの超硬加工技術
穴径φ0.15㎜、内径面粗さRa0.04 細穴加工・磨き加工事例
加工内容
細穴放電加工、WE放電加工、磨き加工
加工形状
φ0.15×5㎜
内径面粗さRa0.04
加工設備
細穴放電加工機(Sodick K3BL)
ワイヤ放電加工機(Sodick AP450L)
流体研磨機(Extrude HoneEX800)
加工材種
G2
※当加工はSS種以外の全ての材質で対応可能
お客様の課題・要望
お客様からのご依頼は、
・φ0.15×5mmの細孔加工で内径面粗度Ra0.05以下
・耐摩耗性・耐凝着性と低コストを両立する超硬素材の選定
という、極めて高い要求でした。この難易度の高い超硬加工は深いノウハウを要するため、他社では対応できず、当社にご相談いただきました。
加工内容
お客様の機械的性質と製品仕様を詳細にヒアリングし、ご要望の耐摩耗性・耐凝着性を満たしつつ汎用性の高い超硬素材として材種G2をご提案し加工に着手しました。
今回の加工内容は、細穴放電加工、WE放電加工、そして磨き加工を複合するもので、極めて厳しい要求仕様に対し以下の点が主要な課題となりました。
・細穴放電加工: 電極のブレを抑制し、安定した加工を実現するための電圧、スピード、回転数の最適化
・WE放電加工: 最終的な面粗度と寸法精度を両立させる、精密な加工条件の確立
・磨き加工: Ra0.05以下の内径面粗度達成と、一般的な手法では困難な真円度の維持
これらの課題に対し、細穴・WE放電加工では、材種G2および類似材種の豊富な加工データと長年のノウハウに基づき、設定と試作を繰り返し最適条件を確立しました。
特に、難関であった磨き加工では、従来の研磨手法から脱却し流体研磨機を導入。これにより、真円度を維持しつつ内径面粗度の大幅な向上を実現しました。
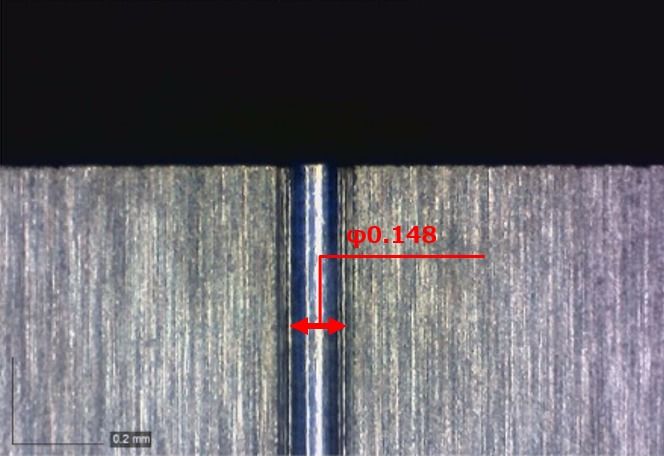
度重なる試作の結果、穴径φ0.148~0.151mm、内径面粗さRa0.03~0.04mm、真円度0.001mmという要求仕様をクリアし、お客様の厳しいご要望にお応えしました。
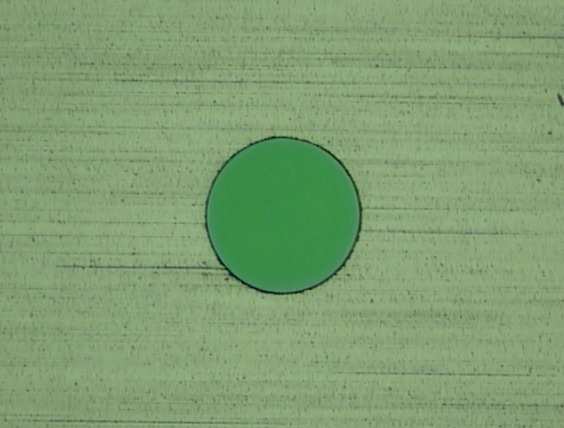
本生産においては、ビデオ測定顕微鏡や輪郭形状測定器を用いた厳格な検査体制を構築。穴径、真円度、面粗度(拡大観察による状態確認)を徹底的にチェックし、確かな品質でお客様へ製品を納入いたしました。
加工結果・当社のサービス
本事例のお客様は、これまで超硬合金の微細加工を実現できるサプライヤーが見つからず、長らく課題を抱えていらっしゃいました。
今回、当社はφ0.15×5㎜、内径面粗度Ra0.04という、他社では不可能とされた細孔加工を完璧に実現しました。お客様は、この成果に大変ご満足いただき、超硬合金の微細加工において継続的なご依頼を頂戴しております。
超硬素材・超硬加工ソリューションナビは、まさにこのような超硬合金の超高精度微細加工・細孔加工に特化したプロフェッショナル集団です。超硬合金の微細加工は、膨大な加工データと試作の積み重ねによって培われる独自のノウハウなくしては実現できません。
素材提供も手掛ける当社だからこそ、超硬素材それぞれの特性を熟知しており、その知見を最大限に活かした微細加工で、お客様のあらゆるご要望にお応えすることができます。
超硬合金の微細加工でお困りなら、他社で断られた難案件でも、ぜひ一度当社にご相談ください。
エバーロイの超硬加工事例




超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
06-6452-2271お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら