お電話からのお見積もり・お問い合わせ
06-6452-2271エバーロイの超硬加工技術
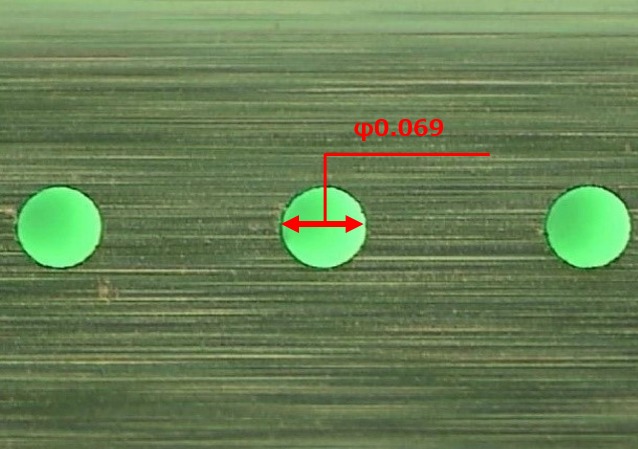
穴径φ0.070㎜ 極小径細穴加工事例

加工内容
細穴放電加工
加工形状
φ0.070×0.8㎜
加工設備
細穴放電加工機(Sodick K3BL)
加工材種
EW10
※当加工はSS種以外の全ての材質で対応可能
お客様の課題・要望
お客様からのご依頼は、φ0.07×0.8㎜という極限の細穴加工と、高い耐摩耗性を兼ね備える材料の選定という、非常に高い精度が求められるものでした。
この高度な技術を要する細穴加工は、他社では対応が困難であり、多くのメーカーが二の足を踏むレベルでした。そこで、「超硬合金に関する幅広い加工ノウハウ」を持つ当社だからこそ解決できるとご評価いただき、お声掛けいただきました。
加工内容
お客様の要望を詳細にヒアリングした結果、耐食性に優れた材種EW10をご提案し加工に着手しました。
今回の加工内容はφ0.07×0.8mmという極めて厳しい要求仕様であり、以下の点が主要な課題となりました。
・深さ方向の寸法変化: 穴深さ方向における「太鼓状」の膨らみ発生をいかに抑制し、真円度と寸法精度を維持するか
・極小径電極の制御: 穴径が非常に小さいため、最小径電極の使用が必須となるが、これに伴う電極のたわみや消耗をいかに防ぐか
これらの課題に対し、深さ方向の寸法変化については長年培った独自の加工ノウハウを駆使し、膨らみを極限まで抑制しました。
また、極小径電極の不安定化や早期消耗といった難問は、当社の熟練加工者が持つ豊富な経験と専門知識を結集することで解決しました。
度重なる試作加工を経て、最終的に穴径φ0.069~0.075㎜、真円度0.001~0.002㎜という高い精度を達成することができ、お客様の厳しいご要望を完全に満たしました。
加工結果・当社のサービス
今回の事例は、まさに当社の細穴加工技術が到達した一つの高みを示すものでした。直径わずかφ0.07mm、深さ0.8mmという極限の細穴加工を完璧に実現したことで、お客様からは当社の技術力を高く評価いただきました。この確かな実績により、現在では超硬合金の微細加工において継続的なご依頼をいただく運びとなっています。
超硬素材・超硬加工ソリューションナビは、超硬合金の高精度な微細加工、特に極小径の細穴加工において揺るぎない強みを持っています。超硬合金の微細加工は、長年の経験から蓄積された膨大な加工データと、試作を繰り返して最適条件を見極める独自の加工ノウハウが不可欠です。
超硬素材の提供も手掛ける当社だからこそ、それぞれの素材特性を深く理解し、そのポテンシャルを最大限に引き出す加工を実現。お客様のどんなに困難なご要望にもお応えします。
当事例のように、φ0.07mmクラスの極細穴加工でお困りの際は、ぜひ超硬素材・超硬加工ソリューションナビにご相談ください。 最先端の技術と豊富な経験が、お客様の課題解決に貢献いたします。
エバーロイの超硬加工事例




超硬素材・超硬加工 ソリューションナビを運営するエバーロイは、
素材選定・開発~精密加工、完成品提供までの一貫したソリューション提供により、
皆さまの課題を解決します。
-
技術資料ダウンロード
これまで培ってきた実績・ノウハウをもって
資料ダウンロードフォーム
皆様に高付加価値な超硬を提供いたします。 -
お見積もり•お問い合わせ
06-6452-2271お問い合わせフォーム -
よくある質問
過去お客様より多くのお問い合わせ いただいた内容を掲載しています。
詳しくはこちら